Our Facility
A purpose-built 3,000 sq ft coating facility with dedicated prep, spray, and curing zones.







Transparent Capacity Prevents Production Bottlenecks
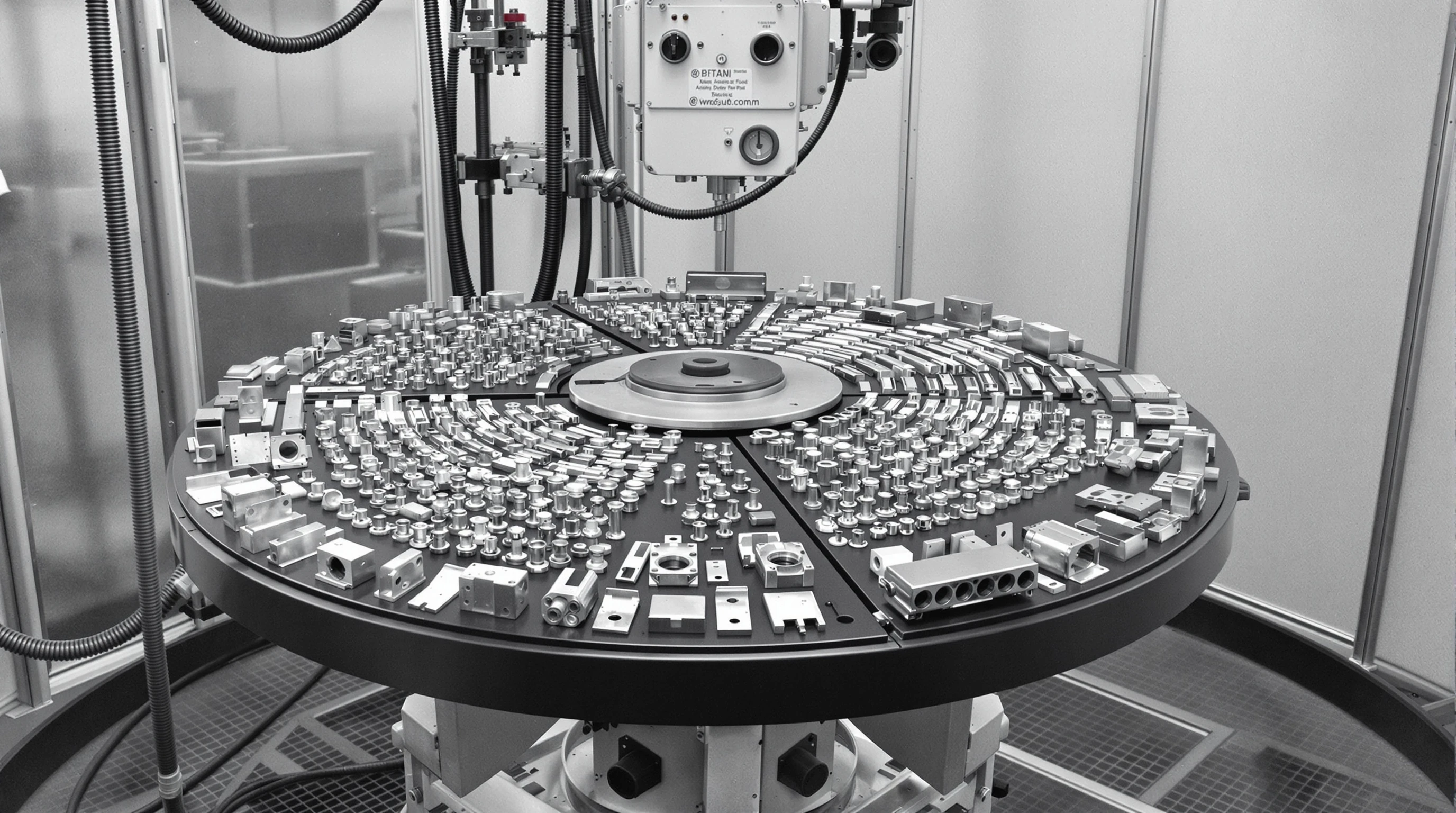
ColoradoKote's equipment and infrastructure support everything from single prototype parts to sustained production runs. Our facility is engineered to meet the demands of aerospace manufacturing without compromise.
Parts processed monthly across all systems
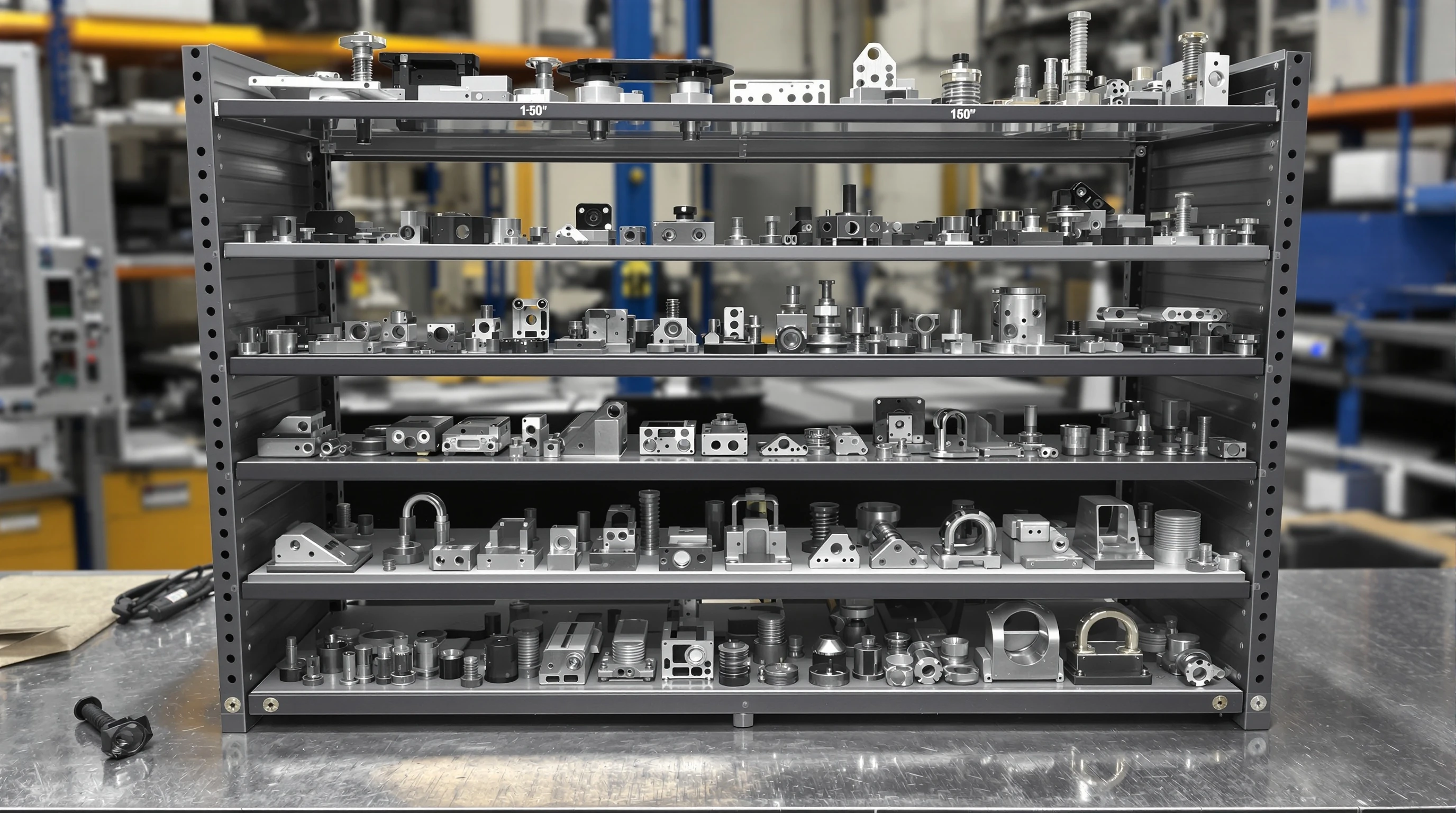
Inches maximum part dimension capability
Our coating systems
ColoradoKote invests in aerospace-grade industrial equipment, not consumer-level tools. Each system selected for precision, capacity, and AS9100 quality integration.
Professional Spray Booths with Environmental Control
Equipment Specifications:
- Quantity: 2 full-size industrial spray booths
- Booth Dimensions:Accommodates parts up to 72" length
- Ventilation: HVAC filtration with exhaust system, 100+ CFM air movement
- Environmental Control:
- Temperature: Maintained at 70-80°F (optimal Cerakote viscosity)
- Humidity: Controlled <50% RH (prevents application defects)
- Monitoring: Digital temp/humidity sensors with data logging
- Lighting: 100+ footcandles for visual inspection during application
- Application Equipment: Professional HVLP spray guns, multiple fluid tips for varying coating viscosities
Capacity Impact:
- 2 booths enable parallel coating operations (different colors, simultaneous projects)
- Redundancy: If one booth requires maintenance, production continues
- Segregation: Separate booths for aerospace (stringent requirements) vs. industrial work
Quality Integration:
- Environmental data logged and archived with production batch records (AS9100 requirement)
- Deviations outside specification range trigger alerts and corrective action
- Booth cleanliness maintained to prevent contamination (weekly deep clean documented)

Multi-Stage Ultrasonic Cleaning Systems
Equipment Specifications:
- Tank 1 (40 gallons): Small parts, precision components, AM parts (SLS/MJF up to 12")
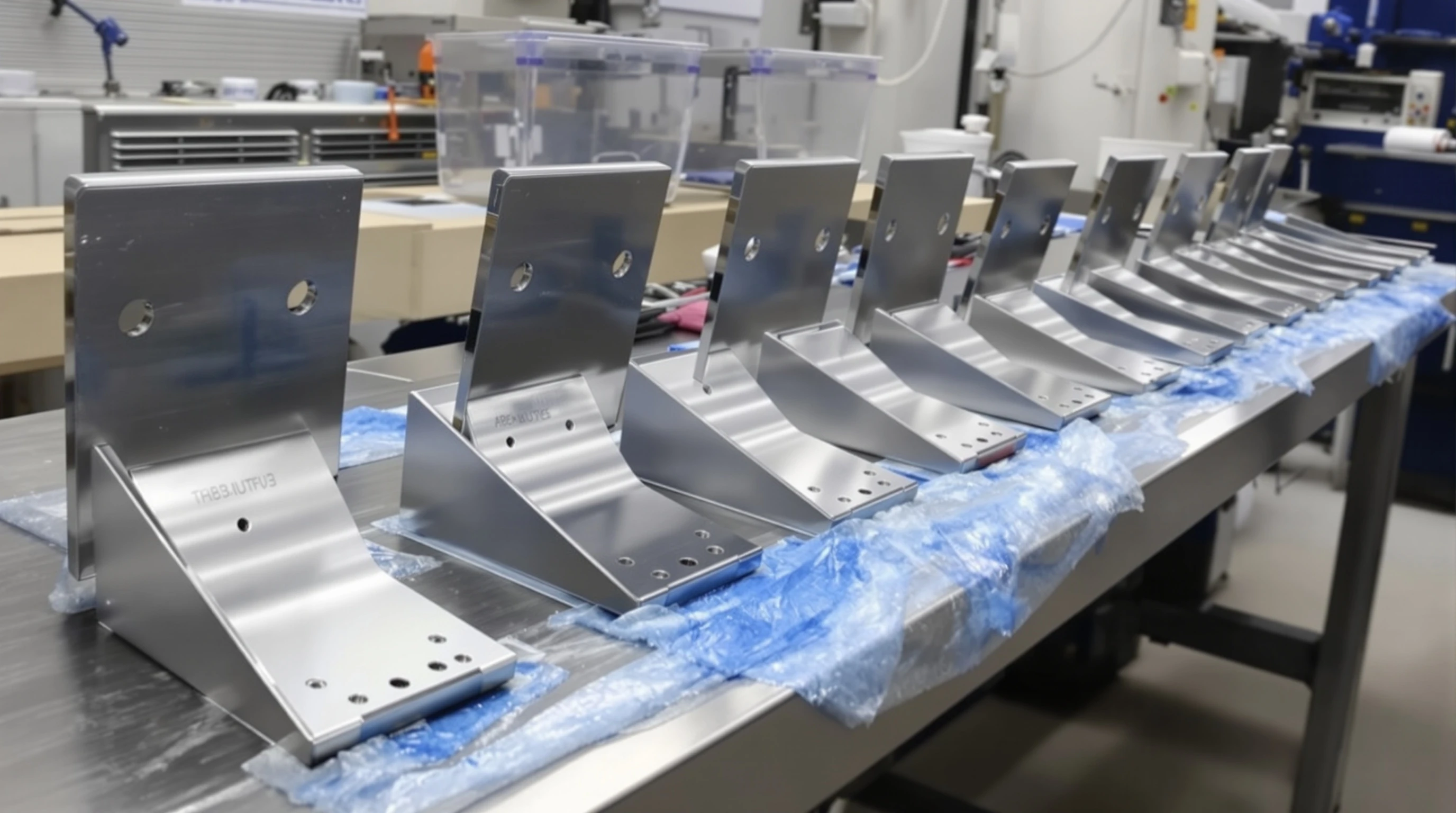
- Tank 2 (70 gallons): Medium aerospace parts (seat brackets, fixtures 12-36")
- Tank 3 (100 gallons): Large parts and assemblies (up to 60" with modular fixturing)
- Frequency Control: Adjustable ultrasonic frequency for substrate-specific cleaning
- Temperature Control: Heated tanks (up to 180°F) for degreasing cycles
- Process: Multi-stage cleaning (degrease → rinse → final clean → dry)
Why Ultrasonic Matters: Parts with complex geometries, blind holes, and embedded contaminants require cleaning that standard methods cannot achieve. Oils, machining fluids, handling residue, and SLS powder residue compromise part quality and downstream processing. Ultrasonic cavitation removes contaminants from surfaces that wiping and manual cleaning miss.
Substrate-Specific Cleaning:
- Aluminum/Titanium Aerospace: Degreasing cycle (130°F, 10 min) removes machining oils
- SLS PA12/PA11 AM: Lower temp (100°F, 15 min) removes loose powder without part distortion
- MJF Parts: Specialized cleaning removes dye agents and manufacturing residue

Programmable Temperature-Controlled Curing for Full Coating Hardness
Equipment Specifications:
- Oven 1 (Large Capacity): 72" x 36" x 24" interior, accommodates oversized aerospace parts
- Oven 2 (Production Oven):Optimized for batch curing standard-size parts
- Temperature Range: Ambient to 500°F (covers all Cerakote series cure requirements)
- Temperature Control: ±5°F tolerance, recording thermometers document actual temperatures
- Programmable Profiles: Store customer-specific cure cycles for repeatable processes
- Load Capacity: Parts hang on fixtures, air circulation ensures even heating
- Redundancy: 2 ovens prevent production stops if one requires maintenance or calibration
Cure Cycle Examples:
- Cerakote H-Series (Standard): 250°F for 2 hours (typical aerospace applications)
- Cerakote C-Series (High-Temp): 300°F for 2 hours (exhaust components, elevated service temp)
- AM PA12 Parts: 250°F for 90 min (lower duration prevents nylon softening)
AS9100 Documentation:
- Recording thermometers create permanent cure temperature records
- Temperature charts archived with batch production records for traceability
- Out-of-tolerance temperatures trigger nonconformance investigation

Measurement-Based Quality Verification
Inspection Equipment Inventory:
- Coating Thickness Gauges: XRF (X-ray fluorescence) non-destructive measurement, ±0.1 mil accuracy
- Spectrophotometer: X-Rite or equivalent for Delta E color measurement, ±0.1 Delta E precision
- Dimensional Tools: Digital calipers (0.001" resolution), micrometers, height gauges
- Visual Inspection Station: 100+ footcandle lighting, magnification available for defect examination
- Adhesion Testing: ASTM D3359 cross-hatch adhesion test kit, calibrated tape pull-off tester
Inspection Process Integration: Every coated part receives documented inspection before shipment (AS9100 requirement):
- Dimensional Verification: Critical dimensions measured, compared to tolerance specification
- Coating Thickness: Measured at specified locations, documented on inspection report
- Color Consistency: Spectrophotometer measurement vs. approved color standard (Delta E calculated)
- Visual Examination: Inspected for orange peel, runs, sags, contamination, coverage defects
- Adhesion Testing: First article or periodic validation using ASTM D3359 cross-hatch method
Documentation Output:
- Certificate of Conformance with actual measurement data
- Inspection reports archived for 7+ years (AS9100 retention requirement)
- Nonconformances trigger corrective action and customer notification

Precision Masking Maintains Critical Dimensions
Surface Preparation Equipment:
- Media Blasting Cabinet: Aluminum oxide or glass bead blasting for surface profile (Ra 80-125 μin)
- Abrasive Tools: Scotch-Brite pads, abrasive wheels for manual surface prep
- Cleaning Supplies: Solvents, wipe materials, lint-free cloths for final surface cleaning
- Masking Materials: High-temp silicone plugs, Kapton tape, liquid maskants for complex geometries
Why Masking Matters: Aerospace parts have critical dimensions that cannot accept coating thickness. Examples:
- Threaded holes (coating clogs threads)
- Bearing surfaces (coating increases friction)
- Mating surfaces (coating prevents proper fit)
- Electrical contacts (coating creates insulation)
ColoradoKote masks these areas before coating, removes masking after cure, verifies dimensions post-coating.
AM-Specific Preparation: SLS/MJF parts require specialized prep:
- Loose powder removal (compressed air, soft brushing)
- Support material removal (if present)
- Surface roughness assessment (Ra measurement before coating)
- Dimensional verification (check for warpage or build defects before coating)
Dedicated work areas with precision masking materials, abrasive equipment, and surface preparation tools. Critical for achieving uniform coating coverage.

Environmental Controls and Compliance Systems
Facility Systems:
- Compressed Air: Industrial air compressor system provides clean, dry air for spray guns and pneumatic tools
- Environmental Monitoring: Temperature/humidity monitoring throughout facility, data logging
- Chemical Storage: Flammable materials cabinet for Cerakote storage, organized inventory system
- Waste Management: EPA-compliant waste handling for used cleaning solvents and overspray materials
- Ventilation: Facility-wide ventilation maintains air quality and worker safety
- Fire Suppression: Sprinkler system, fire extinguishers positioned per code requirements
Regulatory Compliance:
- EPA: Hazardous waste handling, air quality permits, chemical storage regulations
- OSHA: Worker safety, PPE requirements, ventilation standards, chemical exposure monitoring
- Local Codes: Building codes, fire safety, environmental permits
Why Infrastructure Matters: Professional aerospace coating requires more than spray guns and ovens. Supporting systems maintain process control, worker safety, and environmental compliance—all AS9100 and ITAR requirements.
Compressed air systems, waste management, chemical storage, and environmental controls maintain safe operations and regulatory compliance throughout the facility.

Where we operate
ColoradoKote serves the aerospace industry across North America from our Colorado facility.



Proven Capability at Aerospace Scale
ColoradoKote has earned its reputation through consistent delivery on demanding aerospace projects.
Projects completed annually
From single components to full assemblies
PARTS WITH ZERO QUALITY ISSUES
Aerospace Parts
First-pass quality rate
Documented quality verification on every coated part
Schedule Facility Tour or Request Capacity Availability
See equipment, meet team, review AS9100 quality systems